

Nếu bạn có thắc mắc hoặc gợi ý, vui lòng để lại tin nhắn cho chúng tôi, chúng tôi sẽ trả lời bạn ngay khi có thể!
liên hệ chúng tôi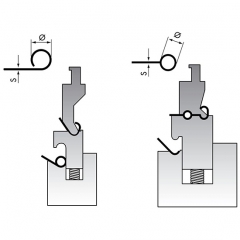
Ưu điểm Sản xuất trong hai hoặc ba hành trình Giảm dấu vết thông qua thiết bị giữ lò xo Các bộ phận hoạt động được làm cứng Độ lặp lại cao thông qua thước đo phía sau tích hợp Kiểm tra và điều chỉnh chức năng thông qua các lần uốn thử - với các tờ mẫu của bạn Thích hợp cho Độ dày vật liệu tối thiểu lên tới 4,0 mm bên trong Ø: 2,5 mm x độ dày vật liệu đối với thép và nhôm 3,0 mm x độ dày vật liệu đối với thép không gỉ
Bấm phanh rolla-v khuôn không bị trầy xước, tốt nhất nên đặt màng lên bề mặt phôi khi uốn. và chúng tôi sẽ giới thiệu kích thước khuôn cuộn-v phù hợp cho bạn tùy theo tấm bạn uốn.

Khuôn có thể điều chỉnh kiểu Shim Khuôn dưới có thể điều chỉnh có thể được coi là một trong những phần bổ sung linh hoạt nhất cho phanh báo chí. Với loại dao này có thể bố trí lỗ từ 6.35mm đến 381mm. Miếng đệm được cung cấp để tạo ra lỗ mở cần thiết. Miếng đệm có rãnh cho phép dễ dàng tháo ra để thay đổi lỗ khuôn. Khi không sử dụng, các miếng đệm được đặt ở các cạnh của khối khuôn. Những khuôn này có thể được trang bị theo chiều dài chắc chắn hoặc được cắt để xử lý dễ dàng hơn.
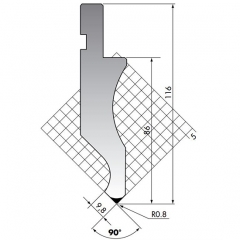
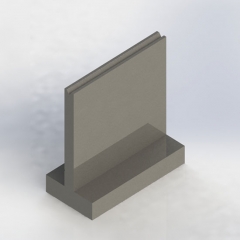
Kích thước lưỡi thẳng: 835*146*26mm, 90 độ. vật liệu là 42CrMo4, độ cứng là HRC47+/-3
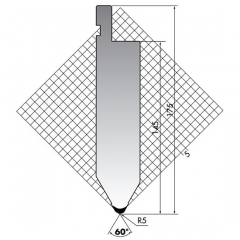
Kích thước lưỡi thẳng: 835*175*40mm, 60 độ. vật liệu là 42CrMo4, độ cứng là HRC47+/-3
Kích thước lưỡi thẳng: 835*146*26mm, 90 độ. vật liệu là 42CrMo4, độ cứng là HRC47+/-3
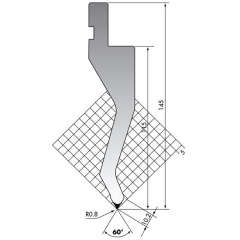
Kích thước lưỡi thẳng: 835*145*32mm, 60 độ. vật liệu là 42CrMo4, độ cứng là HRC47+/-3
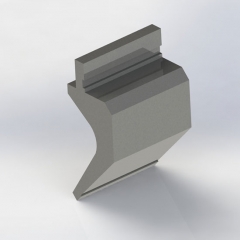
Kích thước cú đấm cổ ngỗng: 835 * 197 * 92mm, 88 độ. vật liệu là 42CrMo4, độ cứng là HRC47+/-3. và cao 197mm, rộng 92mm. có thể được thực hiện theo yêu cầu của khách hàng.
Kích thước khuôn TV: 835 * 120 * 60mm, V12,30 độ. vật liệu là 42CrMo4, độ cứng là HRC52-58. và V6,V8,V10,V16,V20,V25 có thể được thực hiện theo yêu cầu của khách hàng.
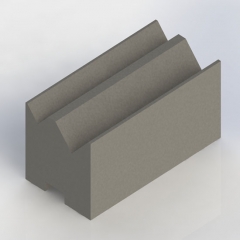
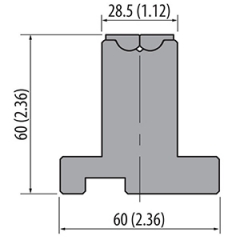
Khuôn 2V tự định tâm, kích thước là 835 * 46 * 50mm, 88 độ, trọng lượng là 17kg. Và chúng ta có thể tạo V5-V9, V8-V12, V12-V20, V16-V25 và các lỗ chữ V khác theo độ dày uốn.
Nếu bạn bước vào bộ phận phanh báo chí tại một nhà chế tạo 20 năm trước, bạn sẽ thấy một bức tranh rất khác. Nếu một cỗ máy tạo ra nhiều công việc mới, số lượng thấp trong một ca, nó đã dành phần lớn thời gian để thiết lập và tương đối ít thời gian thực sự uốn cong các bộ phận tốt.
Các thiết lập máy cũng trông khác nhau 20 năm trước. Giai đoạn uốn cong, với nhiều bộ đột và khuôn được sắp xếp sao cho người vận hành có thể (lý tưởng) hoàn thành một phần phức tạp trong một thiết lập, vẫn là một điều hiếm thấy ở nhiều cửa hàng việc làm. Thiết lập như vậy đòi hỏi thời gian, đòi hỏi các lô lớn hơn. Một người thiết lập tài năng cũng phải có khả năng hình dung trình tự. Thông thường, nó chỉ có ý nghĩa hơn để phân chia hoạt động hình thành thành một số thiết lập đơn giản hơn.
Giai đoạn bẻ cong không phải là chưa từng thấy, nhưng nó không phải là phổ biến như ngày nay, và đó là phần lớn nhờ vào phần mềm. Lập trình và mô phỏng uốn cong ngoại tuyến đã dẫn đầu sự phát triển, nhưng phần mềm không phải là phần duy nhất của câu đố. Nếu nó phù hợp chính xác với các phần khác, thì giao tiếp tốt, dụng cụ, vật liệu, uốn thích ứng và tự động thay đổi công cụ, kết quả là một hoạt động uốn cong dành gần như toàn bộ thời gian để tạo thành các bộ phận tốt và cuối cùng là kiếm tiền.
Deceptively đơn giản
Một người không quen thuộc với phanh báo chí có thể nhìn vào một thiết lập uốn cong giai đoạn và tự hỏi điều gì làm cho nó quá phức tạp. Nhưng ngay cả một thiết lập hai trạm tương đối đơn giản, với hai bộ punch-die cạnh nhau, phức tạp hơn nhiều so với vẻ ngoài của nó, ngay cả khi nó uốn cong một hộp chung.
Đối với mỗi bộ công cụ đột dập, người vận hành cần xem xét chiều cao hộp bên trong hoặc chiều cao mặt bích và đảm bảo chiều cao đục lỗ, chiều rộng ram và ánh sáng ban ngày (khoảng cách giữa đầu đục lỗ và bề mặt khuôn khi mở) có thể chứa được. Nhưng khi bạn giới thiệu trạm thứ hai, cần thiết khi tạo các hộp có chiều dài và chiều rộng khác nhau, bạn cần xem xét chiều dài của mặt bích không định dạng để đảm bảo nó không có cơ hội va chạm với máy công cụ liền kề.
Hầu hết các nhà khai thác uốn có kinh nghiệm hợp lý có thể tìm ra điều này về mặt tinh thần. Nhưng những gì về các bộ phận có nhiều mặt bích theo các hướng khác nhau và các góc khác nhau? Điều gì nếu bạn có một loạt các uốn cong tích cực và tiêu cực? Tất cả điều này tạo ra sự phức tạp nghiêm trọng.
Một khía cạnh đơn giản khác của uốn cong liên quan đến độ cao đóng cửa. Tương tự, giả sử bạn có hai công cụ, một với V chết hẹp và một với V chết rộng hơn nhiều; cả hai đều uốn cùng một vật liệu với góc 90 độ, nhưng khuôn V rộng hơn tạo ra bán kính lớn hơn. Nhưng để tạo ra bán kính lớn hơn đó, cú đấm phải bay xa hơn vào không gian chết, điều này sẽ khiến cho dụng cụ có V chết hẹp va chạm vào nhau.
Các công cụ có thể được thực hiện theo chiều cao đóng thông thường hoặc có thể được tạo hình để phù hợp. Bất kể, phần mềm mô phỏng có thể tiết lộ những biến chứng này trước khi công việc đạt đến phanh nhấn.
Toán tử và chuỗi uốn
Nếu một người vận hành nhận được một công việc uốn phức tạp liên quan đến nhiều lần uốn theo nhiều hướng, nhiều khả năng phần đó chỉ có thể bị uốn cong theo một cách, hoặc nhiều nhất là một số cách. Khi hình học một phần trở nên đơn giản hơn, nhìn chung số lượng tùy chọn chuỗi uốn cong tăng lên, đó là có nhiều cách để uốn cong một phần.
Ngày nay, phần mềm, thường chọn trình tự uốn tối ưu cho máy, dụng cụ và ứng dụng. Điều đó nói rằng, những người lập trình không bao giờ nên ném công việc trên tường cho những người thiết lập máy và uốn cong. Uốn là một nỗ lực hợp tác. Phần mềm hiện đại kết hợp các đặc điểm và hình dạng của công cụ và máy (như chuyển động trục tối thiểu và tối đa) sẽ được sử dụng tại phanh trong quá trình uốn. Nhưng người vận hành vẫn là người sẽ chuyển đổi các công cụ và thao tác các phôi giữa các khúc cua.
Sở thích rất nhiều, và những bước di chuyển vụng về giữa các khúc cua và công cụ có thể khiến công việc của người vận hành khó khăn. Nói một phần cần phải lật theo hướng Z, một kỳ tích không thể xảy ra nếu đấm và chết nằm trên đường đi. Vì vậy, người vận hành cần trượt mảnh sang một bên, kéo mảnh ra khỏi phong bì làm việc, lật mảnh, sau đó định hướng lại chính xác so với backgauge. Nó có thể thực hiện được nhưng chắc chắn là không hiệu quả hoặc tiện dụng, và có một cơ hội tốt cho nhà điều hành sẽ đánh dấu một phần. Các mảnh quan trọng về mặt thẩm mỹ có thể cần phải được làm lại hoặc thậm chí loại bỏ. Tất cả điều này có thể tránh được với một cuộc trò chuyện nhanh giữa người lập trình và người vận hành.
Một lần nữa, các gói mô phỏng đã trở nên thông minh hơn trong những năm qua, do đó, việc phát triển một chuỗi uốn cong đầy những động thái khó xử là điều phổ biến. Phần mềm bây giờ thường tìm cách tốt nhất mà người vận hành có thể uốn cong phôi. Bất kể, giao tiếp lành mạnh giữa lập trình viên và nhà điều hành vẫn là cách hiệu quả nhất để tận dụng tối đa hoạt động uốn cong.
Công nghệ backgauge cũng đã đóng một vai trò ở đây và chuyển động backgauge hiện được mô phỏng ngay cùng với công cụ. Nhiều năm trước, backgauges là bề mặt phẳng và di chuyển trong một số trục hạn chế. Ngày nay, backgauges multiaxis di chuyển ngón tay độc lập theo nhiều hướng. Phần mềm mô phỏng ngoại tuyến hiện đại không chỉ cung cấp các tùy chọn đo mà còn có thể xem xét uốn cong trước khi uốn, trong khi uốn, mô phỏng lò xo và cảnh báo các va chạm tiềm ẩn.
Các ngón tay backgauge tự cung cấp cho người vận hành nhiều điểm tiếp xúc và các túi được gia công trong các ngón tay đó hỗ trợ phôi. Hình dạng ngón tay backgauge, bao gồm các ngón tay tùy chỉnh được thiết kế cho các công việc cụ thể, có thể được nhập vào phần mềm mô phỏng, cho phép lập trình viên nắm bắt các vấn đề va chạm hoặc can thiệp trước khi ngón tay được thực hiện và công việc bắt đầu.
Ở đây một lần nữa, giao tiếp vẫn quan trọng, bất kể mô phỏng ảo trở nên toàn diện như thế nào. Xét cho cùng, các nhà khai thác là những người trượt các bộ phận chống lại các backgau đó mỗi ngày.
Tối ưu hóa thiết lập
Hãy xem xét một phần với một mặt bích hướng xuống hai bên bởi hai mặt bích hướng lên. Hai mặt bích hướng lên có chiều dài uốn cong ngắn, mặt bích hướng xuống có chiều dài uốn cong dài nhưng cả ba đều nằm trên cùng một đường uốn cong. Các phiên bản trước của phần mềm ngoại tuyến thường sẽ tạo ra ba trạm, một cho mặt bích bên trái, một cho bên phải và một cuối cùng cho uốn cong dài hơn ở giữa.
Điều này có thể hoạt động, nhưng thiết lập cũng chiếm ba trạm uốn dọc theo chiều dài của giường. Nói chung, càng nhiều hình thành có thể được thực hiện trong ít trạm hơn, trình tự hình thành có thể linh hoạt và hiệu quả hơn.
Trong trường hợp này, một trạm có thể tạo thành hai mặt bích hướng lên có cùng đường uốn cong. Nó sẽ bao gồm một cú đấm duy nhất và hai khuôn phân đoạn, có đủ không gian ở giữa để cho phép giải phóng mặt bằng ở giữa. Trạm thứ hai sau đó sẽ tạo thành mặt bích trung tâm. Những gì đã từng được hình thành trong ba trạm bây giờ có thể được hình thành thành hai, để lại nhiều không gian hơn trên giường của máy cho các trạm bổ sung để xử lý các khúc cua khác trong phần. Sự uốn cong càng đa dạng mà một thiết lập có thể hình thành, toán tử uốn càng hiệu quả.
Đây chỉ là một ví dụ đơn giản và ngay cả trước khi mô phỏng uốn cong đã có sẵn, việc tối ưu hóa thiết lập theo giai đoạn này sẽ không nằm ngoài tầm với của các nhà khai thác có kinh nghiệm. Tuy nhiên, ngày nay, mô phỏng phần mềm tối ưu hóa nhiều trạm uốn đến một mức độ mà ngay cả các nhà khai thác kỳ cựu cũng không thể phát triển nhanh chóng.
Làm cho kết quả có thể lặp lại
Ngày nay, các lập trình viên và nhà khai thác có thể xem mô phỏng uốn cong và tự tin rằng mô phỏng phản ánh thực tế, và phần đầu tiên sẽ là một phần tốt. Điều đó nói rằng, một số mảnh ghép khác cũng cần phải được đặt đúng chỗ.
Việc đầu tiên liên quan đến vật chất. Vật liệu có độ dày danh nghĩa là 3 mm có thể thay đổi; đôi khi nó có thể là 3,3 mm, lần khác (và phổ biến hơn) nó có thể mỏng hơn, mỏng tới 2,7 mm. Mô phỏng cho uốn kết hợp các cửa sổ chịu uốn thông thường vì sự thay đổi độ dày.
Điều đó nói rằng, dung sai uốn càng chặt, vật liệu cần phải tốt hơn. Ngày nay, các hoạt động uốn chính xác thường lựa chọn vật liệu đắt tiền hơn với độ dày và độ biến dạng kéo ít hơn nhiều. Điều đó nói rằng, nó không thể loại bỏ tất cả các biến thể. Trong thực tế, làm việc để kiểm soát tất cả các biến trong uốn có thể ảnh hưởng tiêu cực đến việc cắt ngược dòng, đặc biệt là khi nói đến năng suất vật liệu. Vật liệu có thể uốn khác nhau tùy thuộc vào hướng hạt. Sự thay đổi trọng tải là khá nhỏ, nhưng một hướng hạt mới có thể thay đổi bán kính bên trong, thúc đẩy sự cần thiết phải thay đổi sự xâm nhập của cú đấm trong khuôn.
Để quản lý các đặc điểm uốn cong thay đổi này, các lập trình viên thường chọn chức năng hạn chế hạt ngũ cốc trong phần mềm lồng nhau. Thật không may, những hạn chế hạt có thể làm giảm năng suất vật liệu. Nếu các lập trình viên laser hoặc đục lỗ có quyền tự do đặt các bộ phận ở bất cứ đâu trên một tấm, họ có thể tăng năng suất vật liệu. Tuy nhiên, điều này có thể tàn phá trong các ứng dụng uốn chính xác nhất định, ngay cả với mô phỏng uốn tiên tiến nhất. Toán tử có thể theo mô phỏng chính xác, nhưng nhờ sự không nhất quán về hướng hạt, vẫn kết thúc với một phần xấu.
Nhập một mảnh khác của câu đố: uốn thích ứng. Đo góc thời gian thực trên phanh nhấn cho phép máy điều chỉnh ngay cả khi đối mặt với những mâu thuẫn phổ biến đó, bao gồm độ dày vật liệu quá mức, độ cứng và biến đổi hướng hạt. Uốn thích ứng cũng làm cho nó có thể sử dụng vật liệu ít tốn kém hơn, bởi vì hệ thống có thể bù cho sự bất thường của vật liệu.
Loại bỏ biến đổi trong quá trình
Sự không nhất quán uốn có thể xảy ra do độ dày vật liệu và độ biến dạng kéo, nhưng nó cũng có thể xảy ra khi vật liệu di chuyển một cách bất ngờ trong chính chu kỳ uốn. Điều này có thể đặc biệt phổ biến trong hình học một phần không đối xứng và vật liệu có độ bền kéo cao, và trong một cái chết mà Lọ đã đeo ở vai chết theo thời gian. Các vật liệu di chuyển không nhất quán trên vai chết, kéo uốn cong sang bên này hoặc bên kia và, do đó, tạo ra một phần xấu.
Chết với bán kính đặc biệt được gia công trên vai chết có thể giúp uốn cong ổn định hơn bằng cách giảm căng thẳng tiếp xúc và cho phép vật liệu uốn cong trơn tru vào không gian chết. Cụ thể, bán kính của vai chết không phải là hằng số, mà dần dần trở nên lớn hơn khi nó chuyển vào không gian chết. Thiết kế này làm giảm ma sát và do đó, cơ hội cho vật liệu đầy thách thức này có thể giật giật vào không gian chết trong chu kỳ hình thành.
Đặt giai đoạn cho tự động thay đổi công cụ
Trong 20 năm qua, lập trình ngoại tuyến đã loại bỏ nhu cầu lập trình trên máy và mô phỏng liên quan đã thực hiện các sắp xếp công cụ từng được coi là cực kỳ phức tạp không quá phức tạp. Mô phỏng kết hợp thiết kế backgauge và chuyển động, và nó tối ưu hóa các thiết lập được thực hiện, thực hiện trong một để người vận hành có thể sử dụng ít trạm hơn để tạo ra nhiều khúc cua.
Uốn thích ứng đã làm giảm nhu cầu thực hiện các hạn chế hạt trong cắt laser hoặc đục lỗ để tạo hình phù hợp. Trong một số ứng dụng, uốn thích ứng đã hạn chế hạn chế hạt để đáp ứng các yêu cầu mỹ phẩm một phần (ví dụ như bảng điều khiển không gỉ trên thiết bị nhà bếp hoặc nhà hàng).
Cuối cùng, thiết kế dụng cụ đã giúp làm cho hình thành phù hợp hơn ngay cả đối với các vật liệu khó hình thành. Và chất lượng của nhiều vật liệu đã được cải thiện trong 20 năm qua. Nếu một cửa hàng phải đối mặt với công việc tạo hình chính xác, giờ đây nó có các tùy chọn vật liệu cung cấp ít thay đổi độ dày và độ cứng hơn và do đó, uốn cong phù hợp hơn.
Bây giờ uốn cong đã trở nên nhất quán, một hoạt động hình thành cuối cùng có thể đáp ứng nhu cầu của sản xuất hỗn hợp sản phẩm cao một cách thực sự hiệu quả. Nhưng một mâu thuẫn cuối cùng vẫn là: công cụ tự thay đổi.
Các công cụ có thể bị thất lạc, rơi hoặc hư hỏng. Tùy thuộc vào công nghệ giữ dụng cụ, vị trí của cú đấm và chết có thể hơi tắt, không được đặt đúng vị trí, thậm chí được cài đặt lùi. Hơn nữa, vì mô phỏng bây giờ có thể phát triển nhanh chóng ngay cả các thiết lập giai đoạn phức tạp nhất, nên người vận hành có thể thấy một loạt các thiết lập theo lịch trình trong ngày, từ đơn giản nhất sử dụng một hoặc hai trạm, đến phức tạp nhất trải dài trên một phần đáng kể giường báo chí phanh.
Thử thách này đặt nền tảng cho sự tiến bộ có lẽ là quan trọng nhất trong 20 năm qua: phanh nhấn thay đổi công cụ tự động. Chỉ cần nhấn nút, các công cụ sẽ tự động thay đổi và được đặt chính xác vào đúng vị trí, sao chép chính xác những gì xuất hiện trong mô phỏng. Khi các công cụ thay đổi, người vận hành sẽ tạo tài liệu cho công việc tiếp theo, mà ngày nay, có thể có kích thước rất lớn là 12, năm hoặc thậm chí chỉ là một mảnh.
Tất nhiên, tự động hóa thay đổi công cụ sẽ không có ý nghĩa nếu các nhà khai thác cần dành nhiều thời gian để thử các bộ phận hoặc nếu các trạm công cụ không được tối ưu hóa hoặc nếu hoạt động không tính đến việc thay đổi thuộc tính vật liệu và hướng hạt biến.
Hoạt động uốn ngày nay rất khác so với những gì họ đã có từ 20 năm trước, và không còn nghi ngờ gì nữa, sẽ có nhiều sự đổi mới sẽ giúp việc uốn cong thậm chí hiệu quả hơn so với ngày nay. Nhưng với đủ các mảnh ghép tại chỗ, một hoạt động uốn cong ngày nay có thể trở thành một trong những hoạt động linh hoạt nhất trên sàn cửa hàng fab.
 Trực tuyến
Trực tuyến 0555-6768298
0555-6768298 0555-6769126
0555-6769126 sales2@cngolin.cn
sales2@cngolin.cn +86 18251802252
+86 18251802252


 0555-6768298
0555-6768298









